
| Traduction de l'Aide du logiciel CornLathe3 | |||||||
| Cornfile |
Cornlathe-Prefs |
Cut-Points |
Cutters | Data-Navigator |
Gcode-Output |
Outline-Editor |
Pattern-Editor |
| Patterns | Profile-Editor |
Profiles |
Rosette-builder | Rosette-Viewer |
Spirals |
View-3D |
|
 |
|
 |
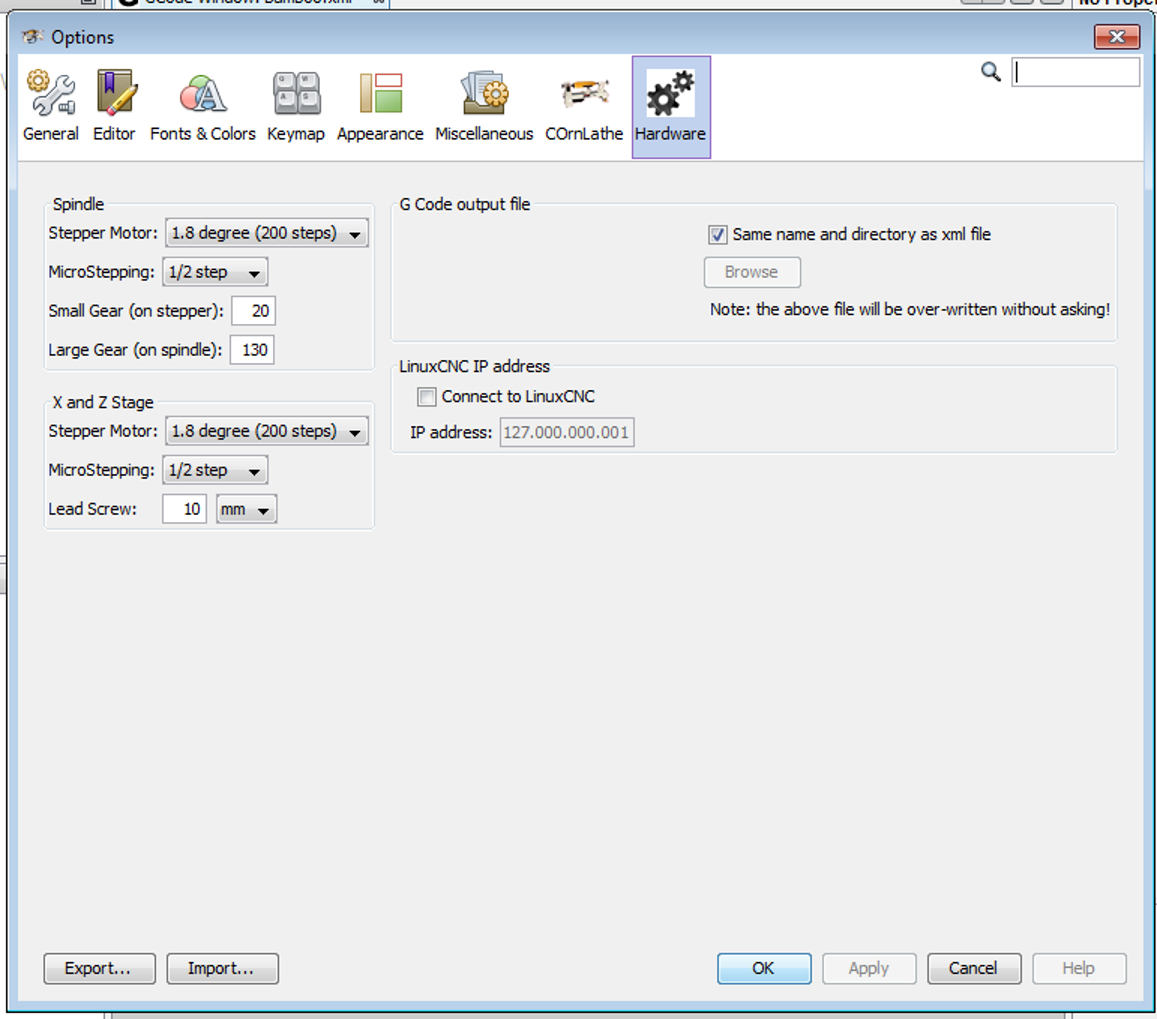
Les préférences se trouvent sous l'élément de menu Préférences (utilisateurs Mac) ou sous le menu "Tools -> Options" (PC et UNIX). Ceux-ci doivent être définis pour correspondre à votre configuration matérielle afin d'obtenir des résultats optimaux lors de la génération d'instructions. Les réglages pour votre guidage linéaire XZ peuvent être différents de vos réglages sur la broche ( axe C ), donc les deux doivent être réglés. Une fois définies, ces préférences sont enregistrées pour une utilisation ultérieure chaque fois que vous ouvrez le logiciel. |
 |
|
 |
|
Emplacement et nom du fichier de sortie du G-Code
 |
L'emplacement par défaut du fichier g-code généré se trouve dans le même répertoire que le fichier .xml. Le nom est le même que le fichier .xml, mais aura une extension de .ngc (qui est la norme pour le logiciel LinuxCNC). Vous avez la possibilité de sélectionner un seul fichier qui sera toujours utilisé avec le même nom à chaque fois. Par exemple, il peut s'agir d'un autre ordinateur sur le réseau qui exécute le logiciel LinuxCNC. Cela rend facile de simplement recharger le fichier chaque fois que quelque chose est changé. Notez qu'avec cette option, rien ne vous sera demandé avant d'écraser le fichier. |
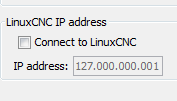 |
Si vous souhaitez tester des points à partir de la position réelle de votre guidage linéaire XZ, cochez la case "Connect to LinuxCNC". Entrez ensuite l'adresse IP de votre ordinateur LinuxCNC. Notez que certains routeurs peuvent assigner une adresse IP différente chaque fois que le système est activé. Vous pouvez modifier cela dans la configuration de votre routeur afin qu'il attribue une adresse IP Fixe à chaque machine. |
 |
|
 |
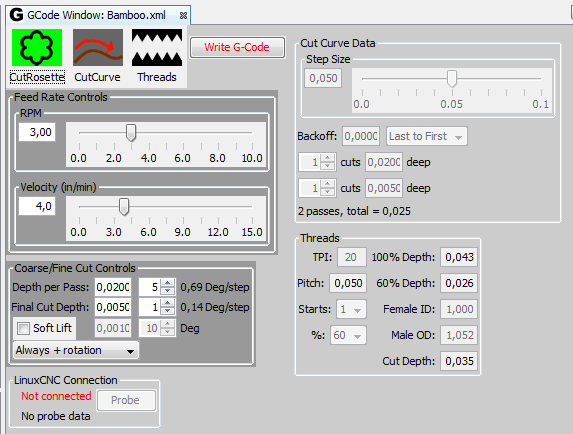
Il existe 3 options pour écrire du G-Code. - [CutRosette] le premier (et le plus couramment utilisé) est d'usiner les modèles à partir de rosettes. - [CutCurve] pour usiner le contour d'une forme. - [Threads] pour faire des filetage. |
Important! Etant donné que ce logiciel n'a aucune connaissance de la position réelle des étapes, l'utilisateur doit s'assurer que les étapes sont positionnées de sorte que la première commande g-code exécutée (allant au premier CutPoint) n'entraîne pas le découpage du travail.
Pour écrire le fichier g-code, appuyez sur le bouton "Write
G-Code" dans la fenêtre de contrôle GCode. Le fichier aura le
même nom que votre fichier .xml, mais aura le suffixe
".ngc". Alternativement, vous pouvez toujours écrire
sur un fichier spécifique sur un ordinateur LinuxCNC en réseau (voir
Préférences matérielles ci-dessus). La plupart des instructions du G-Code
utilisent le mode temps inverse (g93) pour assurer que
le régime maximal et les vitesses maximales ne sont pas dépassés.
Lorsque la broche tourne une rotation complète, elle est mise à zéro
(sans retour) par l'utilisation de la commande de décalage g92.
À la fin du fichier, une commande g92.1 est donnée
pour effacer tous les décalages qui ont été accumulés.
L'utilisateur doit savoir comment ces commandes fonctionnent.
=============================================================
voir ==> Systèmes de coordonnées et décalages
voir ==> G92 Décalage d’origine des systèmes de coordonnées
voir ==> G93, G94, G95: Choix des modes de vitesse
=============================================================
 |
|
Notez que ce logiciel est configuré avec une vitesse de broche maximale de 10 tr / min, Et une vitesse d'étage linéaire maximale de 15 pouces par minute.
Lors de la coupe à partir des rosettes, il est généralement préférable de faire plusieurs coupes de dégrossissage suivies d'une dernière coupe fine. Vous pouvez entrer la profondeur des coupes de dégrossissage et la profondeur de la coupe finale. Notez que la profondeur finale de la coupe est spécifiée sur chaque CutPoint et que la profondeur finale sera décomposée en nombreuses coupes de dégrossissage et fines. Vous avez également la possibilité de spécifier le nombre de micro-pas de moteur pas à pas pour chaque commande G-Code générée. Vous pouvez utiliser une valeur plus grande pour les coupes de dégrossissage et une valeur plus petite pour la coupe finale. Vous pouvez choisir d'avoir toutes les coupes dans la même direction, ou d'avoir la dernière coupe dans la direction opposée.
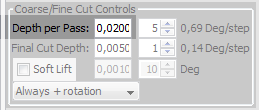 |
Depth per Pass [ Profondeur de passe ]: La profondeur de chaque coupe grossière. Les valeurs typiques sont souvent dans la plage de 0,020 à 0,030 pouce. |
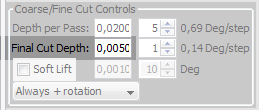 |
Final Cut Depth [ Profondeur de coupe finale ]: C'est la profondeur de la coupe fine finale. Notez que ce n'est pas la profondeur de coupe totale (qui est spécifiée pour chaque CutPoint). Une valeur typique est 0,005 pouce. |
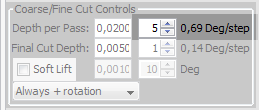 |
Micro-Steps per instruction [ Micro-Pas par passe]: Le nombre de micro-passe pour chaque passe générée. Le nombre équivalent de "Deg/step" [ Degrés / Pas ] s'affiche. Une valeur qui donne environ 0,15 degrés/pas pourrait être bon pour les coupes de dégrossissages. |
 |
Micro-Steps per instruction [ Micro-Pas par passe ]:
Le nombre de micro-passe pas à pas par chaque instruction générée. Le
nombre équivalent de "Degrés par pas" s'affiche. Pour une meilleure
résolution, vous devez définir ce paramètre sur "1". |
 |
Soft Lift: (Facultatif) Soulever graduellement la fraise à une certaine distance de rotation. Cela peut être utilisé avec une fraise fixe pour éviter une ligne lorsque le cutter est retiré. |
 |
Soft Lift Height: La distance pour soulever le cutter. |
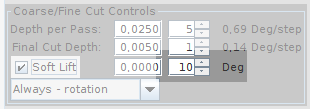 |
Soft Lift Rotation: La fraise est progressivement levée sur la rotation des degrés spécifiés. |
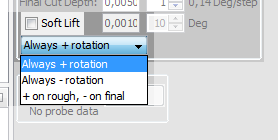 |
La rotation peut
être:
|
Important! La coupe sur une surface convexe, vous devez fournir un chemin sûr pour que l'outil puisse aller d'un point a un autre point de coupe! Sinon, après avoir fait une coupe, l'outil pourrait endommager la surface de votre forme! "GoToPoints" sont entrés dans l'éditeur de contour dans le mode "Edit CutPoint" en cliquant avec le bouton droit de la souris. Ces "GoToPoints" sont affichés en rouge et sont numérotés. Puisque les CutPoints sont coupés dans l'ordre où ils sont entrés, tout "GoToPoints" que vous entrez fournira un chemin quand vous passez d'un CutPoint à l'autre.
Découper le contour d'une forme: Ceci est utile lorsque vous souhaitez ébauché une forme et utiliser le tour ornemental pour compléter la forme finale. Il est également utile lors de la création de formes étroitement imbriquées. L'utilisateur peut spécifier le degré d'approximation d'une étape à prendre (ce qui est indépendant de la résolution d'affichage utilisée dans la fenêtre de l'Éditeur de plan [Outline Editor] ). A chaque point de la courbe, un virage complet est effectué à la vitesse de rotation spécifiée.
 |
|
 |
|
 |
|
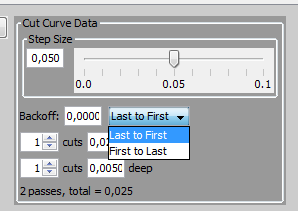
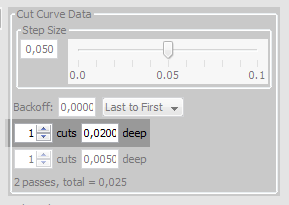
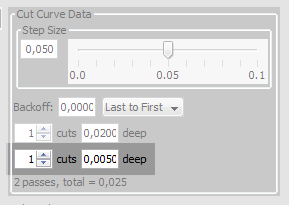
Notez que vous avez besoin d'au moins une coupe de dégrossissage ou une passe final (ou rien ne sera coupé). Vous n'aurez peut-être qu'une seule coupe de profondeur nulle, sans retrait, ce qui réduira la surface telle qu'elle est dessinée. Le nombre total de passes (avec la profondeur de coupe totale par rapport à la surface dessinée) est affiché.
Important! Lors de la coupe sur une surface convexe, vous devez fournir un chemin sûr pour l'outil pour aller de la fin au début lorsque vous effectuez plusieurs passes! Sinon, après avoir fait le premier chemin, l'outil pourrait usiner la surface de votre forme! Les chemins de sécurité sont entrés dans Outline Editor [ Éditeur de contour ] dans le mode "Edit Outline" [ Éditer le contour ] en cliquant avec le bouton droit de la souris. Ces points "safe path" [ chemin sûr ] sont affichés en rouge.
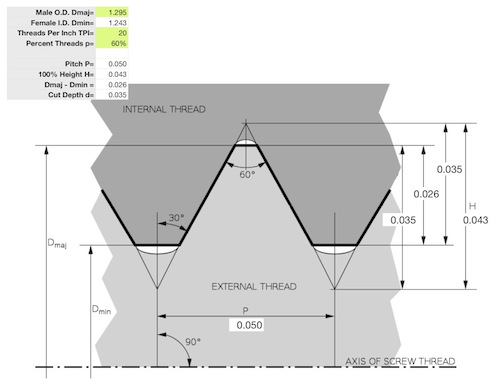
Les filetages ne peuvent être usiner que sur une surface verticale (c'est-à-dire deux points dans le contour avec la même coordonnée X). Les filetages sont convenablement coupés par l'utilisation d'un coupe-fil ou d'un couteau à angle de 60 degrés dans un cadre de perçage.
 |
|
 |
Si vous avez configuré vos préférences pour permettre de tester la position réelle de X et Z, ce panneau indiquera que la connexion est active. Lorsque vous appuyez sur le bouton "Probe", la position réelle de X et Z est lue et utilisée comme coordonnée pour ajouter un point de contour (si EditWindow est en mode "Edit Outline") ou utilisée comme coordonnée pour ajouter un objet CutPoint Si la Fenêtre Editeur est dans le mode "Edit CutPoints"). Pour plus de commodité, la position sondée est affichée dans le panneau. |
