
voici un article sur l'affûtage d'Alan Lacer
Traduit par Jean Louis Péron
| Apprentissage
progressif de l'affûtage |
|||||||||||||||
Quelles furent vos premières expériences de l'affûtage des outils de tournage? |
|||||||||||||||
|
|||||||||||||||
|
Je trouve que le
vrai problème de l'apprentissage de
l'affûtage des outils réside dans le fait que
c'est un art, tout comme le
tournage, et qu'il faut du temps pour l'apprendre. Le bon
côté des choses,
c'est qu'il est étroitement apparenté
à l'art du tournage.
Il fut un temps où pour tout travailleur du bois digne de ce nom l'art de l'affûtage était partie prenante de son activité, que ce soit l'affûtage de lames de scie, haches, wastringues, ciseaux ou fers de rabot. De nos jours cependant, peu d'ébénistes ou de menuisiers affûtent leur scies circulaires ou lames de scies à ruban, leurs fers de rabot et de toupie ou leurs fraises, soit parce que certains de ces outils sont jetables, soit parce qu'ils sont envoyés chez un spécialiste. Même dans un autre domaine, la sculpture, où il était primordial d'apprendre à affûter, on a souvent affaire à des outils tournants ou des couteaux qui ne demandent pas d'affûtage mais simplement leur remplacement. Hélas, le pauvre tourneur sur bois doit toujours apprendre à affûter. Cependant, on retirera des avantages considérables de l'apprentissage de cet art. L'affûtage est un art qui imite/copie le tournage. Je veux dire par là que vous prenez un outil de tournage, vous le posez sur un appui, son extrémité rencontre un objet rond et vous manœuvrez l'arête coupante, si ça ne ressemble pas à du tournage... Apprendre à affûter, c'est apprendre à tourner et vice versa. Ce dont vous avez besoin, si vous vous sentez frustré, c'est d'une stratégie similaire à celle appliquée pour apprendre de nombreux arts: une progression débutant avec des activités simples, relativement aisées, et allant jusqu'à des choses plus difficiles et complexes. Si on y pense, c'est la façon dont on acquiert la plupart des arts. Si vous voulez apprendre le violon, vous ne commencez pas par le concerto pour violon de Tchaïkovski, vous commencez probablement en jouant des notes puis des gammes, des airs simples et ensuite vous progressez dans la difficulté au rythme de l'accroissement de vos connaissances. Le même principe s'applique à l'apprentissage des maths, de la cuisine, de l'ordinateur, du golf, du dessin, de la voile et cela devrait également s'appliquer à l'affûtage des outils de tournage. La bonne chose dans tout çà c'est que d'apprendre des tâches simples pour débuter procure plusieurs avantages: la plupart de ces tâches ne sont pas seulement simples mais aussi fondatrices et serviront de base pour l'apprentissage des manœuvres plus difficiles. Le succès se construit sur le succès; c'est bien plus encourageant que l'échec et la frustration. Je me demande combien ont fini par abandonner le tournage parce qu'ils ne pouvaient pas affûter leurs outils ou trouvaient qu'ils passaient plus de temps à poncer les objets tournés qu'à les tourner. Travailler avec des outils émoussés revient à essayer de conduire une voiture dont les pneus sont crevés, ce n'est pas satisfaisant. Alors, si vous débuter une carrière de tourneur ou si vous vous énervez à propos de cette histoire d'affûtage, restez avec moi et essayez cette manière progressive d'apprendre l'affûtage. Pour commencer, vous ne pouvez pas former et affûter vos outils à main levée. Nous pouvons certainement affiler les outils à la main mais ce n'est que pour maintenir un tranchant ou pour retrouver l'acuité du tranchant d'un outil coupant. Non, un équipement puissant s'impose pour quantité de raisons dont la moindre n'est pas le genre d'aciers dont sont fait les outils de nos jours. La plupart des outils actuellement sur le marché ne sont pas seulement plus résistants aux hautes températures, mais sont aussi plus résistants à l'usure. La pierre à huile de l'Arkansas de votre grand père aurait du bien mal avec un outil Glaser V-15 ou seulement avec la plupart des outils anglais, canadiens ou australiens maintenant sur le marché. En outre, parce que trop d'outils, même neufs, requièrent un re-profilage majeur, nous aurons besoin d'un assistant puissant pour faire le travail. |
|||||||||||||||
|
|
|||||||||||||||
 Je ne pense pas
qu'on puisse tout bêtement dire
"n'importe quoi fera l'affaire" en matière de touret
à meuler. Si
vous avez un touret qui tourne à 3600 tours/min[1]
équipé d'une meule de grain 120, de ½"
(12,7 mm) de large et usé jusqu'à
un diamètre de 4" (100 mm), il sera difficile de "luger". Je
ne
choisirai pas non plus en premier lieu un touret lent à eau,
ni une ponceuse à
bande ou à disque. Pour quelque étrange raison
ils se trouve que au moins 90%
des tourneurs que je connais dans le monde utilisent un touret
à meule; 'doit y
avoir quelque chose là derrière. Je ne pense pas
qu'on puisse tout bêtement dire
"n'importe quoi fera l'affaire" en matière de touret
à meuler. Si
vous avez un touret qui tourne à 3600 tours/min[1]
équipé d'une meule de grain 120, de ½"
(12,7 mm) de large et usé jusqu'à
un diamètre de 4" (100 mm), il sera difficile de "luger". Je
ne
choisirai pas non plus en premier lieu un touret lent à eau,
ni une ponceuse à
bande ou à disque. Pour quelque étrange raison
ils se trouve que au moins 90%
des tourneurs que je connais dans le monde utilisent un touret
à meule; 'doit y
avoir quelque chose là derrière. Voici mes préférences en matière de touret à meuler: un touret à sec de Ø 8" (200 mm) à vitesse variable ou fixe de 1725 (ou 1800) t/min[2], un porte-outil solide comme le roc, et au moins une meule décente. La meule de 8" (200 mm) offre beaucoup par rapport à des meules plus petites ou plus grandes: elle offre 25% de surface supplémentaire par révolution, cela signifie une meilleure efficacité, une température de meulage plus basse et une période d'utilisation bien plus longue avant son remplacement. Un diamètre de 10" (250 mm) ou plus produit un biseau trop peu concave pour moi; j'utilise la concavité comme gabarit d'affûtage à deux points d'appui (voir l'article sur l'affilage). Je préfère la meule sèche car l'action se déroule vers moi; ceci me permet de déterminer beaucoup de choses d'après la traînée d'étincelles: où je meule, le degré de meulage et quand arrêter de meuler (les étincelles sautent juste par dessus l'extrémité de l'outil). Avec un touret à meule à eau, l'action s'éloigne de moi et il n'y a pas d'étincelles (ces tourets sont fantastiques pour des outils en acier au carbone comme les fers de rabot à main, les ciseaux de menuisier et autres, mais ne sont pas le premier choix de la plupart des tourneurs). Comme mon but est de n'enlever qu'un minimum de matière, j'aime qu'un touret tourne à la vitesse de 1725 t/min[3], je lui trouve un effet plus doux qu'un touret hurlant à 3600 t/min[4] (j'ai l'impression qu'il double mes erreurs!). On voit maintenant apparaître sur le marché des tourets à deux vitesses ou à vitesse variable en continu (ce qui sera à terme commun à tous les tourets). Si le système porte-outil n'est pas stable, je ne peux pas correctement affûter mes outils, ni d'ailleurs le faire en toute sécurité. Placez votre pouce au milieu de la platine porte-outil de votre touret et poussez vers le bas. Vous ne devriez virtuellement sentir aucun enfoncement; s'il a l'air fragile, améliorez-le ou changez-le. Vous pouvez renforcer le support, en construire un en bois ou en acheter un chez un revendeur d'accessoires. La platine doit aussi être ajustable en angle et en position par rapport à la meule de façon à en compenser l'usure. Elle doit aussi être placée le plus près possible de la meule par mesure de sécurité. Enfin, une lampe est un accessoire utile, ajoutez-en une s'il n'y en a pas une d'origine. |
|||||||||||||||
|
|
|||||||||||||||
|
Les meules que je suggère d'utiliser sont en oxyde d'aluminium friable. Elles sont maintenant aux couleurs patriotiques rouge (OK, souvent rose), blanc et bleu. Le mot "friable" fait référence à la capacité de la pierre à s'effriter en exposant ainsi une surface abrasive fraîche pendant l'utilisation (les meules grises ne sont généralement pas très friables, les particules abrasives s'émoussent et réduisent la capacité abrasive et souvent un glaçage et un échauffement considérable se produisent). Le codage par couleurs de ces meules les rendent faciles à reconnaître. Il y a cependant une différence entre une meule à 10$ et une autre à 100$. Mon conseil: Si vous avez un touret de 8" (200 mm) cherchez des meules qui se vendent entre 25$ et 55$ et tout ira bien. Deux autre aspects importants au sujet des meules: le grain et la dureté. J'aime bien travailler avec deux grains différents sur mon touret.
Pour le profilage initial d'un outil ou toute autre opération lourde, je préfère avoir une meule de grain 36 ou 46. Pour l'affûtage proprement dit d'une arête, je préfère un grain de 60 (le nouveau 54 est suffisamment proche) ou de 80. Dans l'idéal, mon touret est équipé d'une meule de grain 60 à gauche (je suis droitier, inversez si vous êtes gaucher) et une de grain 36 de l'autre côté. Si vous me
poussiez vraiment fort, je pourrais vivre avec
une meule grise de grain 24 ou 36 pour le dégrossissage;
mais je la
redresserais très souvent. En fin de compte de quelle
dureté devrait être la
pierre? La plupart, sauf celles qui sont très bon
marché, portent une
indication de dureté (voir photo plus haut). Ceci a un
impact sur sa friabilité
et ses performances face aux aciers les plus durs. L'échelle
de dureté de la
pierre suit l'ordre alphabétique de doux à dur.
La plupart des pierres se
trouvent communément dans la gamme H à K. Ma
préférence va à une dureté
de J
puis K.
Un redresse-meule est presque aussi important qu'une bonne meule. Ce sont des outils qui remplissent de nombreuses fonctions: éliminer tout faux rond de la meule, rectifier la tranche de la meule, enlever l'accumulation de particules de métal, enfin, exposer ou aiguiser les particules abrasives. On a le choix: la roulette-étoile, le bâton redresse-meule gris, le bâton de carbure de bore et le diamant. Je suggère d'utiliser le redresse-meule à diamant à pointes multiples (plutôt qu'une pointe unique) de forme ronde ou en T. Rangez-le près de votre touret et redressez les meules légèrement mais souvent. |
|||||||||||||||
|
|||||||||||||||
|
Finalement, prenez en compte des dangers associés au meulage. Protégez-vous de l'un des plus grand: les particules volantes venant de la meule ou de l'acier des outils. L'écran de protection en plastique transparent équipant la plupart des tourets s'opacifie et devient inutilisable. Je préfère porter une visière de sécurité ou, en deuxième lieu, des lunettes de protection. Et, cela va sans dire, utilisez un touret équipé de carters métalliques entourant la meule pour le cas ou celle-ci éclaterait. La poussière produite par le meulage présente un autre risque sérieux. Je la compare à du verre pulvérisé, ce qui n'est pas très loin de la vérité. Je ne connais pas de tourneur qui recueille les résidus selon la technique de la poussière mouillée employée en bijouterie et dans d'autres travaux avec le métal. Bien entendu, n'envoyez pas la poussière dans votre système d'aspiration de sciure et copeaux de bois, pensez au drame de la rencontre des étincelles et de la poussière de bois! Le plus habituel est de porter un masque à poussière de qualité filtrant les particules fines. Finalement maintenez le risque de pincements et d'écrasements à un niveau minimal en travaillant toujours avec le porte-outil au plus près de la meule. |
|||||||||||||||
|
|
|||||||||||||||
|
|
|||||||||||||||
  Les racloirs du tourneur ressemblent beaucoup à ceux de l'ébéniste (en arrière-plan, un affiloir). Les deux types de racloir coupent habituellement avec un morfil et on peut avoir besoin d'un affiloir pour le créer. Les racloirs de tournage sont évidemment plus lourds et plus épais et ont (ou peuvent être profilés pour obtenir) des formes très diverses pour des utilisation particulières. |
|||||||||||||||
|
Ces outils, de formes très variées, sont principalement destinés à couper grâce à un morfil et non en frottant le biseau sur le bois. Oui, je sais, on viole ces règles de temps en temps, mais cela n'aide pas ceux qui débutent. De tous les outils de tournage, ils sont les plus évidents à affûter, très peu de gens ont du mal à acquérir le processus de base avec ces outils. On n'a pas besoin de trop faire le difficile au sujet des formes, des angles et des facettes multiples sur la face meulée de l'outil. Première règle pour tout affûtage d'outil: commencez par le profiler, puis créez un biseau allant à la rencontre du profil. La forme d'un racloir dépend de la tâche à accomplir et de vos préférences personnelles. Vous découvrirez probablement que le très léger dôme de votre racloir à "nez rond" tout neuf n'est pas très rond. Vous pouvez même vous apercevoir que vous n'utilisez pas l'un des côtés de l'extrémité arrondie et donc vous pouvez lui donner le profil d'un racloir de côté. En tout cas, quels que soient vos besoins particuliers, profilez l'outil d'abord. |
|||||||||||||||
|
|||||||||||||||
|
Le déroulement de l'affûtage est évident. Après avoir profilé, meulez le biseau de manière à ce qu'il suive le profil. Si vous avez besoin d'un soutien pour débuter, orientez la platine porte-outil selon un angle de 45 à 60°. Commencez par l'arrière du biseau et progressez le long de l'arête jusqu'à ce que des étincelles commencent à sauter par dessus l'arête. Je ne cherche pas une traînée d'étincelles importante, mais seulement des "balles traçantes" qui m'indiquent que j'ai atteint la face supérieure de l'outil. Puisque c'est un racloir, le morfil créé sera mon arête de coupe au moins 90% du temps. Je peux utiliser le morfil tel quel (particulièrement si j'ai beaucoup de matière à enlever) ou l'éliminer avec une pierre plate et en former un nouveau avec un affiloir d'ébéniste ou une pierre à affiler. En utilisant l'une des deux autres méthodes, je trouve facile de produire différents types de morfils, certains pour un travail important, d'autres pour un travail en finesse. Dans les cas où le morfil est trop agressif pour une pièce de bois particulière (vous le sentez arracher le bois plutôt que l'araser en douceur), essayez de racler avec une arête aiguë produite par meulage dont vous avez éliminé le morfil avec une pierre plate. Ceci ressemble à du raclage avec l'arête d'un couteau ou à ce que fait un ébéniste raclant un dessus de table avec un morceau de verre cassé. Quand vous utilisez une arête aiguë pour racler elle peut rapidement s'émousser. Cependant, ça peut très bien suffire pour du raclage fin. |
|||||||||||||||
|
|
|||||||||||||||
|
Nous arrivons maintenant à des outils qui posent des problèmes aux apprentis affûteurs. Ces outils coupent grâce à une arête aiguë et, dans la plupart des cas, ils sont présentés avec un angle approprié et leur biseau repose sur le bois. Désormais nous serons difficiles avec les angles, les biseaux uniformément meulés et, bien sûr, les arêtes aiguës. |
|||||||||||||||
|
|



 Lors
du profilage, assurez-vous que l'arête meulée est
rectiligne
Lors
du profilage, assurez-vous que l'arête meulée est
rectiligne
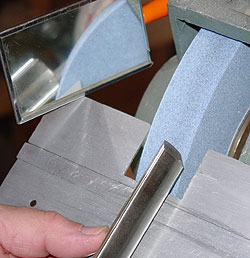 Avant d'arriver
à "sentir" quelle partie de l'outil vous meulez, si cela
peut vous aider, penchez-vous sur le côté du
touret ou utilisez un petit miroir. Il vous permettra de voir le
positionnement de l'outil sur la meule.
|
Si vous avez une plane ovale (ce que je ne choisirais qu'en dernier recours), vous vous apercevrez qu'elles tendent à vaciller plutôt qu'à rester dans un plan fixe. Dans ce cas, exercez la pression au centre de l'outil avec le pouce, essentiellement pour le verrouiller dans un plan fixe. Autrement, recherchez un gabarit qui maintient ce sacré truc en place.
 |
 |
| Exemple typique d'affûtage d'une plane. | Appuyez-vous sur l'arête arrière de la platine, faites pivoter la plane à tranchant courbe pour meuler l'arête. Imprimez un mouvement tournant pour affûter la région qui est approximativement parallèle à la surface de la meule. |
Si vous essayez une plane à arête courbe, meulez simplement la partie de l'arête qui se trouve parallèle à la surface de la meule; il faudra pour cela imprimer un mouvement tournant qui suit la courbe de l'arête. Si la plane vous harcèle avec des facettes, orientez le porte-outil à l'angle de biseau voulu. Maintenez l'outil à plat sur la platine et faites comme indiqué précédemment. J'ai aussi obtenu de bons résultats en utilisant tout simplement l'arête avant ou arrière du porte-outil comme ligne d'appui pour y faire glisser une plane rectiligne ou pivoter une plane courbe.
La gouge à profiler/dégrossir
C'est peut-être la gouge la plus sympathique à utiliser et la plus facile à affûter. La différence par rapport aux outils vus précédemment c'est que nous entrons dans le domaine des arêtes courbes. L'outil est traditionnellement en forme de "U" profond dont l'arête coupante fait toute la largeur et se trouve dans un plan perpendiculaire à l'axe de l'outil.
Le profilage est assez évident. Assurez-vous que, vu du dessus, le tranchant est rectiligne de part en part. Les coins peuvent être inclinés vers l'arrière de quelques degrés mais jamais vers l'avant. Cela rendrait l'outil plus agressif. L'angle du biseau doit être d'environ 45°.
L'affûtage commence par l'un des coins, le talon du biseau touchant la meule, le tranchant parallèle à la surface de la meule. Faites tourner l'outil sur lui-même dans un plan courbe et fixe jusqu'à l'autre coin. Revenez au premier coin en tournant l'outil en sens inverse sans cesser de meuler. Je répète ces mouvements de va-et-vient, je dresse le biseau jusqu'au tranchant, j'arrête quand les étincelles commencent à sauter par dessus l'arête.
En ce qui concerne les plus grandes gouges à dégrossir, certains tourneurs affûtent complètement le tranchant par portions d'environ un tiers de sa longueur puis finissent par une passe de lissage sur la totalité du tranchant. Le plus gros problème que les gens semblent rencontrer est d'attaquer et de finir les extrémités du tranchant pendant ce mouvement de rotation de l'outil dans ce grand plan courbe. Utilisez vos doigts pour créer un plan artificiel et y verrouiller l'outil. Si vous avez des problèmes à rester dans la zone des 45° pour le biseau, orientez le porte-outil et maintenez l'outil à plat et donc au bon angle par une pression vers le bas.
Voici mes suggestions pour ceux qui aurait acheté un ensemble dans lequel figure une grande gouge peu profonde présentée comme gouge à dégrossir. Il est probable que son arête soit arrondie (peut-être presque en forme d'ongle du pouce). Vous pouvez tout simplement le meuler de manière rectiligne comme je l'ai décrit pour la gouge à rainure profonde. Si vous décidez de la laisser avec ce profil en ongle, pour du travail de profilage tel que de grandes gorges ou des tores alors affûtez-la de la manière dont vous le feriez avec une gouge à profiler.
 à
creuser présentant plusieurs problèmes: le profil
du côté est devenu concave (à cause
d'un "sur-meulage"), il a deux pointes et la coloration serait un
problème supplémentaire s'il était en
acier au carbone. L'outil du milieu est une gouge à
dégrossir. Ses problèmes: l'arête fait
une vague à cause d'affûtages
irréguliers et les deux coins se projettent en avant de
l'arête de coupe (elle devrait être droite ou alors
les coins devraient être inclinés en
arrière du reste de l'arête). La gouge
à profiler peu profonde est neuve: son profil est plus
triangulaire qu'en forme d'ongle. Il arrive qu'on meule de cette
manière ou trop en pointe si on ne suit pas le profil
arrondi que je suggère dans cet article.
à
creuser présentant plusieurs problèmes: le profil
du côté est devenu concave (à cause
d'un "sur-meulage"), il a deux pointes et la coloration serait un
problème supplémentaire s'il était en
acier au carbone. L'outil du milieu est une gouge à
dégrossir. Ses problèmes: l'arête fait
une vague à cause d'affûtages
irréguliers et les deux coins se projettent en avant de
l'arête de coupe (elle devrait être droite ou alors
les coins devraient être inclinés en
arrière du reste de l'arête). La gouge
à profiler peu profonde est neuve: son profil est plus
triangulaire qu'en forme d'ongle. Il arrive qu'on meule de cette
manière ou trop en pointe si on ne suit pas le profil
arrondi que je suggère dans cet article.L'affûtage de la gouge à profiler

Qu'est-ce qu'un nom? Une gouge avec une rainure peu profonde en forme d'ongle pour du travail de détail est le même outil quel que soit le nom qu'on lui donne. Je souhaite qu'un jour on arrive à standardiser quelques noms pour les outils de tournage, mais c'est beaucoup demander. On donne à cet outil, entre autres, les noms suivants: gouge à détailler, gouge à fuseau, gouge peu profonde, gouge en ongle*. Tous ces noms disent une part de vérité sur cet outil, mais induisent beaucoup de méprises.
Quel que soit le nom qu'on lui donne, c'est le premier outil qui peut vous faire devenir chèvre et pour lequel, à ma connaissance, on a fabriqué un système d'affûtage. Pas d'histoire d'orientation du porte-outil au bon angle ni de simple rotation de l'outil d'avant en arrière. Non, nous avons là un outil qui est dans un plan ovale et dont l'épaisseur de l'acier sous l'arête varie.
J'explique: si je forme l'outil en ongle, j'oriente la rainure de l'outil face à la meule et je le fais tourner selon une ligne circulaire parallèle à la surface de la meule. Je produirait probablement un tranchant pointu ou en pointe de flèche qui ne sera ni très versatile ni très pratique à utiliser (voir la figure "Détail gouge").
Le profilage de cet outil est essentiel. Cet outil sert principalement à du travail fin. Il fait merveille pour profiler des formes concaves et convexes entre le travail du centre ou les détails de pieds, de bases, de rives de bols et de vaisselle. La faible profondeur de sa rainure ("low sweep" en langage de sculpture) permet à l'outil de se glisser, souvent de côté, entre les détails pour faire son fin travail.
Les gouges à dégrossir à rainure profonde et les gouges à creuser ont du mal à faire du travail de détail sur des éléments rapprochés les uns des autres. Ainsi, le profil doit refléter le travail auquel il est destiné. Le profil le plus communément donné au tranchant de ce type de gouge à rainure peu profonde est celui en forme d'ongle qui fait que c'est un outil qui coupe plus particulièrement par le côté.
De même que votre ongle ne pousse pas en pointe, l'extrémité de l'outil ne doit pas être trop pointue. L'analogie avec l'ongle est bonne: plus la gouge est petite, plus elle ressemble à un ongle de petit doigt; plus elle est grande, plus elle est arrondie comme un ongle de pouce. Je préfère la profiler en tenant l'outil presque à plat sur la platine porte-outil orientée à 90° par rapport à la meule. Réglez votre progression à la vue en vous efforçant de garder le même rayon des deux côtés de l'outil (voir la figure "Détail gouge"). Ensuite, dégrossissez à un angle approximatif de 30°. Cet angle relativement plat reflète le besoin qu'on a de faire passer l'outil entre les détails en cours d'utilisation.
Il existe plusieurs stratégies pour faire coller le tranchant au profil, mais je vous indique la plus facile pour moi. Divisez l'outil en trois parties: milieu, gauche et droite. Tenez d'abord l'outil rainure en l'air, faites toucher le talon du biseau. Cette position est la base de tout meulage et le point de retour après avoir travaillé chaque côté. Ensuite, avec une poussée vers le haut et une rotation vers la droite déplacez l'outil vers la gauche de la meule; meulez en inversant cette action et revenez au point de départ. Quand, d'après la traînée d'étincelles, les deux côtés sont affûtés, arrondissez la partie centrale pour obtenir un biseau plus uniforme.
Les gouges à creuser
Je vous ferai attaquer les gouges à creuser en dernier. Pas parce qu'elles sont extraordinairement difficiles, mais avec leur plus grande masse, les quantités considérables de métal à enlever lors d'un re-profilage majeur et au moins un profil embêtant, elles posent réellement quelques problèmes.
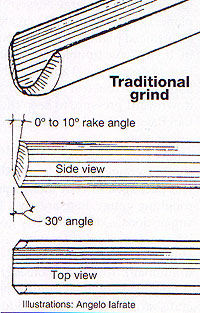
Le profil préféré est une question de choix personnel. J'ai repéré trois profils plus communément utilisés par la plupart des tourneurs. Celui que j'appelle "traditionnel" est profilé exactement comme la gouge à dégrossir et on l'affûte de la même manière mais plus facilement parce qu'elle est plus petite. Le profil "de transition" est un préféré de beaucoup de tourneurs de bols et il peut être le seul profil dont vous avez besoin pour une gouge à creuser. Une étude attentive du schéma montre que le profil est proche du profil en ongle de la gouge à profiler. Un point important: le profil du côté doit être droit ou un peu convexe, évitez surtout qu'il soit concave. Une fois qu'il est profilé, je l'affûte comme la gouge à profiler.
Le profil à creuser qui a lancé plus d'un gabarit d'affûtage commercial et d'atelier est le profil "à l'irlandaise". Il a l'air redoutable avec son très long tranchant mais, en réalité, il est très bien apprivoisé. Obtenez le profil correct comme décrit plus haut pour les côtés et dégrossissez l'angle raide du biseau du nez. Divisez l'outil en trois secteurs: les deux longs côtés et le nez. Traitez les côtés en premier en meulant presque parallèlement à la surface de la meule. Finalement meulez le petit secteur du nez exactement comme le profil en ongle de la gouge à profiler. Je finis par un léger lissage pour fondre le biseau du nez dans ceux des côtés.
Trois façons d'affûter une gouge à creuser
 |
Un affûtage traditionnel qui a toujours des applications réelles: l'extérieur d'un bol en bois de bout monté à l'envers (base face à la poupée mobile) ou pour ouvrir l'intérieur d'un bol (l'ouverture fait maintenant face à la poupée mobile). | ||
| L'affûtage "de transition" possède quelques avantages sur le traditionnel: on peut travailler un bol en bois de bout quelle que soit l'orientation et les côtés permettent un peu de tranchage du bois (comme une plane). Je recommande ce profil si vous débutez dans le tournage de bols. |  |
||
 |
Plusieurs outils en un: dégrossissage des bols, profilage avec le nez elliptique, planage et outil pour faire une meilleure transition entre les côtés et le fond intérieurs d'un bol (grâce à l'angle très ouvert du biseau frontal). Les flancs: un peu plus sensibles à l'affûtage et sur-agressifs s'ils ne sont pas manipulés avec un peu de précautions. |
Les gabarits d'affûtage

Remarques finales
Débutez avec les outils les plus simples, obtenez des résultats réguliers puis attaquez-vous aux outils plus difficiles. Si vous êtes contrarié par un outil particulier, revenez à des outils avec lesquels vous avez réussi et étudiez le processus.
Mais qu'en est-il des gabarits qui bloquent l'outil et le maintiennent en position parfaite et donnent des résultats parfaits à chaque fois? Il y a une courbe d'apprentissage pour eux aussi, ils ne font pas tous les outils et toutes les tailles, ils ne vous disent pas où commencer ni où s'arrêter et, jusqu'à présent, ils ne profilent pas pour vous. Il y a une place pour les gabarits chez tous ceux qui n'arrivent absolument pas à apprendre à affûter de toute manière. Cependant, souvenez-vous: quand vous apprenez à affûter, vous apprenez à tourner et vice versa. Si vous avez besoin de gabarits, procurez-vous en mais apprenez quand même à retoucher un outil à main levée.
Notes sur la surchauffe de l'outil
Vous vous êtes certainement déjà trouvé face au problème du bleuissement de la surface de l'outil en le meulant. Si vos outils sont en acier à haute teneur en carbone, vous avez un problème: l'acier a été détrempé, et n'est plus assez dur pour garder un tranchant suffisant pour le tournage. Si votre outil est en acier à haute vitesse (HSS: High Speed Steel) ou à haute résistance thermique, tout va bien. Comment peut-on reconnaître le type d'acier?
En général, lorsqu'on les meule, les aciers à haute teneur en carbone produisent des étincelles blanches qui éclatent. L'acier HSS tend à produire des étincelles indépendantes de couleur orange. Le fabricant marque souvent le manche ou l'acier lui-même d'un "HSS" ou "High Speed Steel". Faites quand même attention, j'ai trouvé des outils bon marché avec cette marque mais dont les étincelles faisaient penser à de l'acier au carbone.
Voici mes suggestions concernant la surchauffe. Premièrement, apprenez à meulez avec une légèreté de main et de mouvement telle qu'aucune partie de l'outil ne soit "sur-travaillée" et ne provoque de point de surchauffe. Ensuite, bien sûr, utilisez des meules friables qui meulent plus "frais", et redressez-les souvent. Si vous avez des outils au carbone, et quelques uns de mes outils favoris en sont fait, et si vous devez les meuler intensivement, trempez-les souvent dans l'eau.
Si vos outils sont en HSS, ne les trempez pas: le choc thermique peut-être trop grand et des micro-fissures peuvent apparaître le long de l'arête de coupe. Les aciers HSS supportent facilement des températures de 700 à 1000 °F (~ 370 à 537 °C) sans perte de dureté (le bleuissement se produit autour de 580 °F (~ 304 °C). Si un outil en HSS devient trop chaud pour être tenu en main lors d'un meulage intensif, je le pose sur un gros échangeur de chaleur, le bâti du tour, et je fais une petite pause. La meilleure règle pour tous les aciers, c'est d'apprendre à travailler sans générer trop de chaleur.
Tests des tranchants des outils de coupe
1. Si vous voyez le tranchant, c'est qu'elle n'existe pas. A part tourner, c'est le meilleur test que je connaisse. Utilisez une lampe pour vérifier l'absence de reflet sur l'arête, une arête aiguisée se fond en une ligne noire, les parties émoussées reflètent la lumière.
2. Que produit l'outil, de la sciure ou des copeaux? Même dans un matériau sec, un outil affûté produit des éclats ou des copeaux plutôt longs, un outil émoussé produit de la sciure ou des éclats très courts.
3. Quel est l'effort nécessaire pour enlever de la matière? A moins que vous ne dégrossissiez une pièce importante, un outil affûté présenté sous le bon angle ne requiert pratiquement aucun effort, un outil émoussé en demande plus.
4. Quel bruit fait l'action de couper? Un outil affûté fait un bruit qui ressemble à celui d'un rabot à main aiguisé; l'outil émoussé fait un bruit mat ou un bruit de raclage.
5. Quel est l'état de la surface du bois quand vous arrêtez le tour pour vérifier? Il se peut que ce soit une pièce de bois difficile mais généralement un outil affûté donne de bien meilleurs résultats à la surface du bois.
Ne
soyez pas trop
timide en affûtant vos outils.
Vous ne pouvez pas leur faire mal, seulement les raccourcir.
Cet article est paru à l'origine dans "American Woodturner", automne 2003, Vol. 18, N° 3
[1] pour une fréquence secteur de 60 Hz (USA), 3000 t/min à 50 Hz (Europe)
[2] 1500 t/min à 50 Hz
[3] 1500 t/min à 50 Hz
[4] pour une fréquence secteur de 60 Hz (USA), 3000 t/min à 50 Hz (Europe)
