sur tour à bois ou comment piloter une
défonceuse avec un pc
Pour une
meilleure visualisation appuyez sur la touche F11
Pourquoi
une fraiseuse numérique ?
C'est la fusion de mes deux passions qui sont
l'informatique et le tournage sur bois.
Je
me suis dis que l'ordinateur et les automates sont présent partout dans
la vie courante, je ne vois pas pourquoi
il faudrait se passer d'un moyen moderne et actuel au service de la
créativité.
Les fraiseuses numériques sont
des
machines très chères réservées aux professionnels de
l'industrie pour executer des pièces en séries.
Cette fraiseuse est inspirée des machines utilisées par les modélistes de tous genres
( cncloisir / aeromaniacs ), pour construire leurs avions, bateaux, locomotives,
batiments. Accessible aux amateurs avec un
outillage disponible
chez
un bricoleur "de base" ne disposant que d'une perceuse à colonne et
d'un
poste de soudure à l'arc comme équipement "avancé".
Ici pas question de
series ni de tournage numérique,
mais utiliser la machine pour faire du fraisage sur
des pièces façonnées en tournage traditionel.
La pièce n'est pas numérisé, c'est en quelque
sorte des torsades
ou du
guillochis plaqués autour de celle-ci avec des déformations
par
rapport au dessin d'origine qui lui est à plat, bref du bricolage quoi!
Cliquez sur les images pour les
agrandir ou demarrer les videos.
Première version de
la fraiseuse ( 2005 )
Principaux
défauts :
- Réalisée avec des règles de maçon en alu la structure
n'est pas assez rigide.
- Une
dremel comme
moteur de broche ne donne pas assez de puissance et le diamètre des
outils est trop limité.
Cette version m'a permis de me familiariser
avec la chaîne logicielle pour faire fonctionner une fraiseuse cnc.
- Pièces réalisées avec la version
1
Essai de
fraisage avec la version 1 modifiée pour quelle suive le profil de la
pièce.
L'usinage se fait en plusieurs passes.
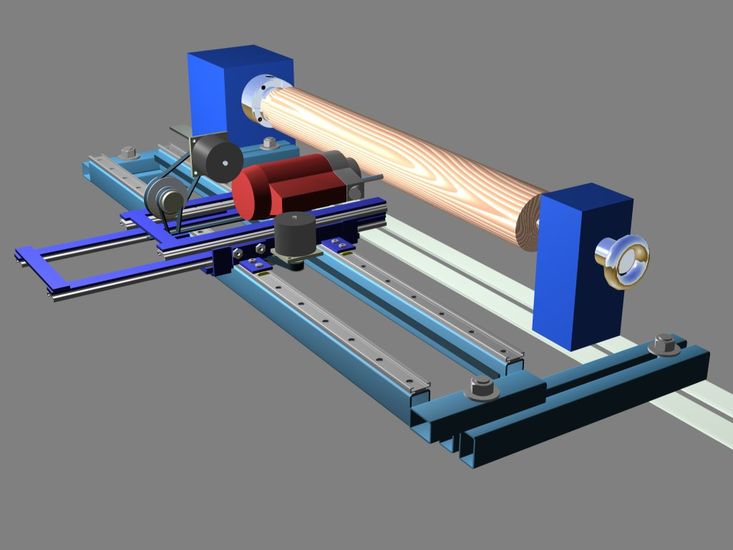
Deuxième version
Etude du projet
Le
moteur de broche sera
une défonceuse 1050w ou une dremel
et le chassis en profilé 40 x 25
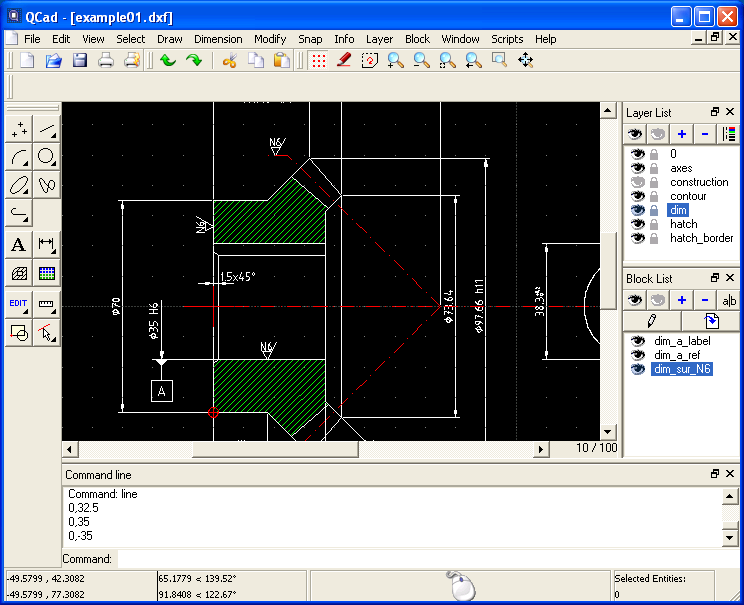
Permet
de dessiner là ou les pièces, puis
sauvegarder le résultat au format DXF (Drawing eXchange Format) pour
l'échange de fichiers CAO entre logiciels.
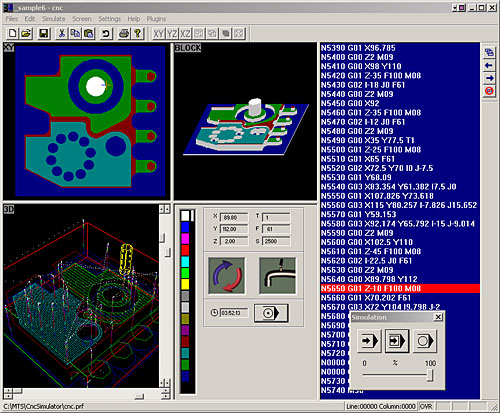
Logiciel
qui va interpréter le G-Code
et envoyer les ordres de
déplacement aux moteurs ( via la carte contrôleur ).
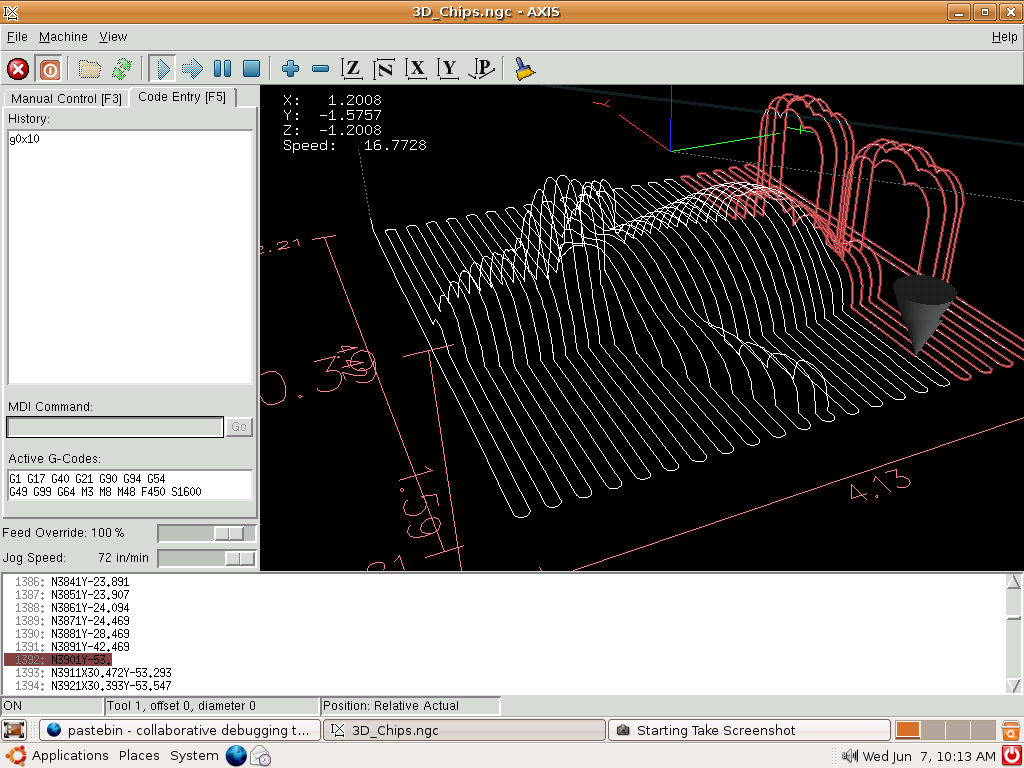
EMC2 est un système
logiciel de contrôle de machines-outils qui fonctionne sous linux. Il
offre un aperçu permanent du tracé de la pièce et du cheminement de
l’outil.
Un live-CD d'Ubuntu 10.04 Lucid Lynx (actuel) ou
8.04 Hardy Heron (ancien) vous
laissera tester
EMC2 sans rien modifier à votre système puis, si vous le décidez, il
vous permettra en quelques minutes, d'installer très simplement
l'ensemble Ubuntu et le logicielEMC2.
La
transmission
Moteurs
pas à pas:
un moteur pas-à-pas est un moteur à courant
continu qui avance d’un seul
pas lorsque le sens du courant dans une de ses bobines change de
sens.
Un "pas" est une unité de décalage
angulaire, en général 1.8 degrés (le moteur aura alors 200
pas.)
axe X Z
Sanyo 103G7-2516
- Format
ISO NEMA23
- 200 pas par tour
- Unipolaire - 6 fils
- 1 A par phase - 4,1 V
- 0.28 Nm
- 500 g environ
axe Y
Techlf
23H056-4
- Format ISO NEMA23
- 200 pas par tour
- Bipolaire - 4 fils
- 2.1 A par phase - 5 V
- 1Nm
- 600 g environ
Igus
DryLin®
N
Guidages miniatures avec des chariots qui glissent sans graisse ni
huile sur un rail en aluminium anodisé.
L'électronique
Carte
contrôleur Motion4NC
de Systrium
Carte contrôleur 4 axes
pilotage par port parallèle pour 4 moteurs
pas à pas en micro-pas jusqu’au 1/8 de pas.
Cette carte
n'est plus en vente.
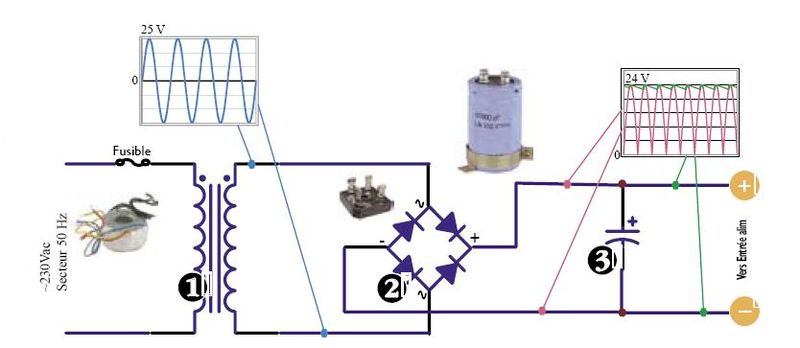
L'alimentation
Alimentation non régulée:
-1- un transformateur torique 150 VA en 2 x 9W -2- un pont de diode 100V/10A -3- un condensateur chimique 22 000 mf / 40 v le tout enfermé dans le boitier d'une vieille
alim de PC.
L'ordinateur
Un vieux ordinateur 333Mhz enfermé dans un
caisson à l'abris de la poussière et des copeaux par une entrée d'air
extérieur.
Construction
de la
fraiseuse:
Le chassis
Découpe des
barres.
Soudure du
châssis
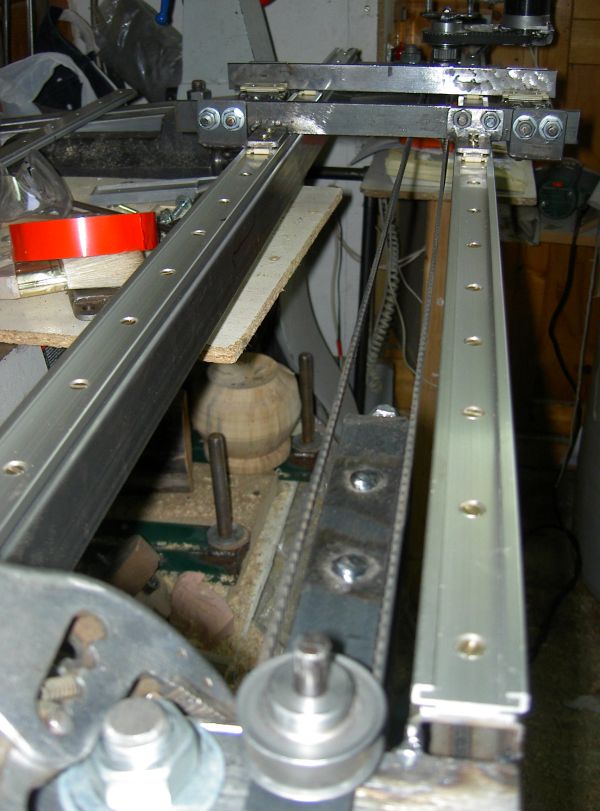
Mise en place
des rails de guidage
Construction
du chariot des Y
Quelques explications
sur les axes
- Axe X = fraisage
dans la circonférence de la pièces
- Axe Y
= fraisage dans la hauteur de
la pièces.
- Axe Z
= la profondeur de fraisage.
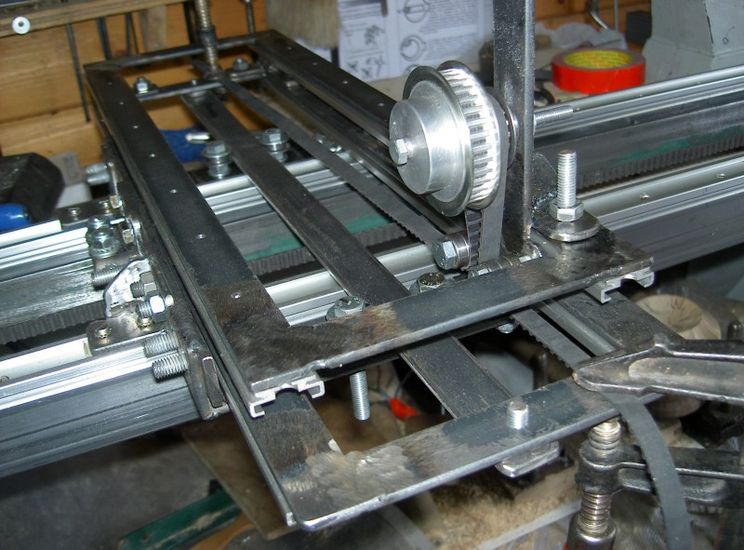
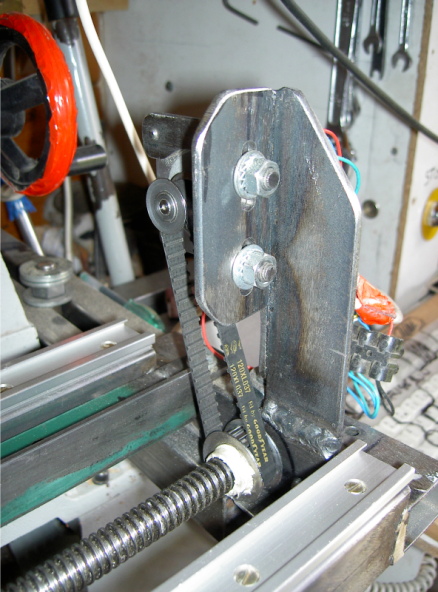
Détail du réglage de la tension de la courroie
d'entrainement axe
des Y.
Moteur des X
Entrainement
des X
Poulie axes des X (sur une idée d'une motorisation d'un télescope)
Cette
poulie est faite d'un disque en mdf de 10mm d'épaisseur avec collage à
la super-glue de tronçons de courroie crantée qui font donc office
d'engrenage. Il est indispensable de procéder par tronçons de courroie
car lorsque deux courroies crantées sont emboîtées l'une dans l'autre,
le cintrage autour d'un disque a pour effet d'éloigner les crans de
l'une alors qu'il rapproche ceux de l'autre et l'on atteint très vite
la limite possible. La réalisation en petit tronçons permet donc de
compenser le phénomène.
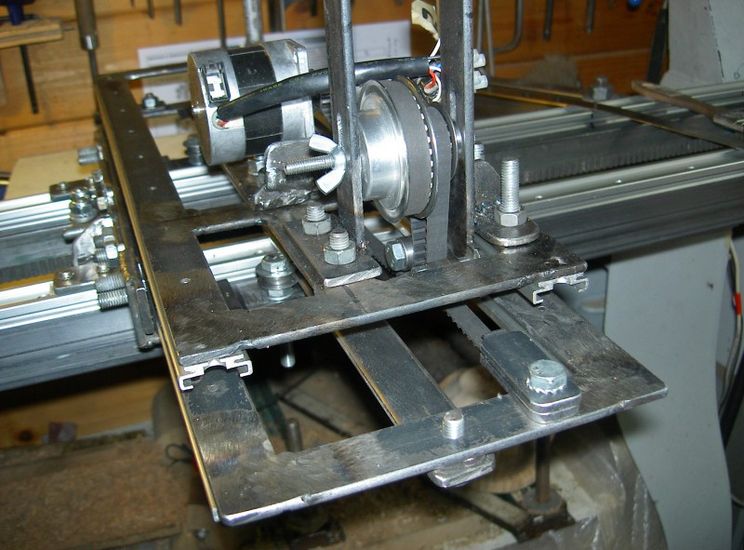
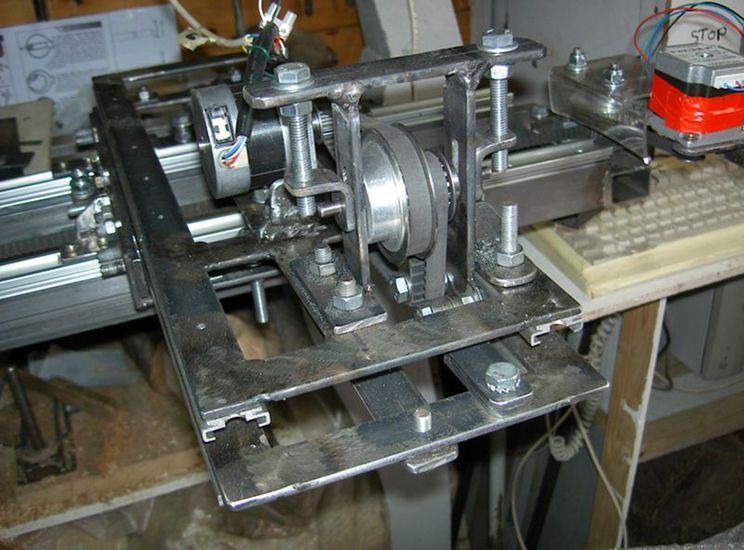
Détails moteur
/ poulies Axe des Y
Essai
déplacement du chariot des Y
Essai
déplacement du chariot des Y
Construction
du chariot des Z
Chariot suivit
de profil
Chariot des Z
Construction
de la transmission axe Z
Fixation
moteur axe Z
Réglage
tension courroie Z
Chariot Z
Essai moteur Z
Essai fraiseuse
Lors
des tests des vibrations sont apparues à vitesse lente ainsi que des
sauts de pas sur le moteur Y, certainement dù au poids du chariot Z et
à l'élasticité de la courroie ?
La transmission Y par courroie
sera changée par une vis trapézoïdale ce
qui je l'espère augmentera la rigidité et le couple.
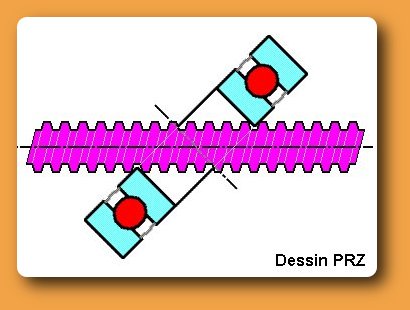
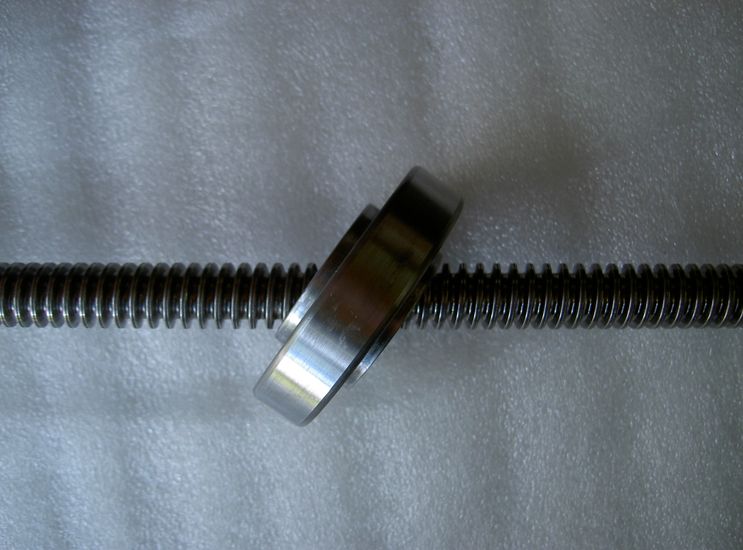
Système
à vis
trapézoïdale + roulement à billes incliné
sur une idée de Victor Sandas inspiré du système Uhing
à arbre lisse et qui permet
d'obtenir
avec une vis trapézoïdale le même coeficient de frottement
qu'une vis à bille.
Le roulement
est muni d'une bague intérieure avec des arrêtes
vives qui s'encastrent dans le pas de la vis trapézoïdale.
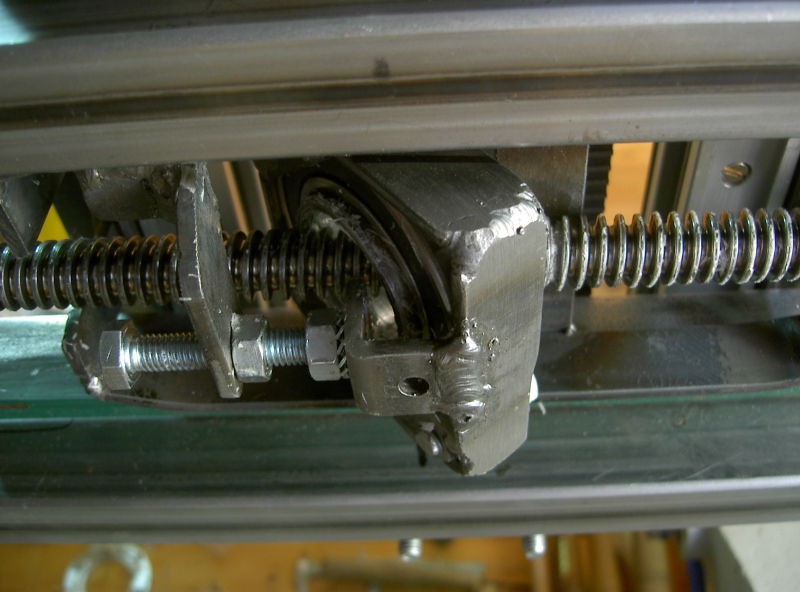
Montage de la
vis trapezoïdale.
couroie moteur
des Y.
essai couroie
moteur
des Y
Roulement sur
le chariot.
Roulement dans
sa cage.
Essai
roulement
Maintenant
l'axe Y a une bonne rigidité et le couple permet un effort de coupe
important.





































{kind=link}